제1장 자동제어 기초이론
1.1 자동제어의 개요
1. 자동제어(Automatic control) : 기계 시스템(mechanism)이 구성되어 목적에 적합한 일을 조작자가 없이 사람이 원하는 상태로 제어하는 것을 말한다. 즉, 기계시스템을 전기 전자를 이용한 제어기(controller)설계에 의해 자동적으로 수행할 수 있도록 하고, 기계시스템과 제어기의 인터페이스 과정, 그리고 제어기법에 의한 자동화시스템의 제어까지 일련의 모든 작업을 자동제어라 한다.
2. 자동제어의 역사
① 1940 : 세게 1․2차 대전 - 무기제작에 사용
② 1950 : 우주왕복선 - 최적 제어(optimal control)이론 개발
③ 1960 : 제품 개발이용 - 고전제어(classical control) 인 PID 제어
④ 1970 : 적응제어(adaptive control) - 플랜트의 파라미터가 미지인 경우
⑤ 1980 ~ 현재 : 강인 제어 (Robust control)
3. 제어시스템의 전체적인 구성요소
① 기계장치의 구성 : 작동기(Actuator)와 센서(Sensor)를 이용하여 메카니즘을 구성한다.
② 마이크로 프로세서(Micro-processor) : 제어기(controller)로서 제어대상인 기계장치를 제어하는데 사용된다.
③ 인터페이스(Interface) : 기계장치(mechanism)과 제어기(controller)를 연결하여 주는 과정으로, 전체적인 기계장치의 구성후에 제어기인 전기 전자장치와 대화 즉, 제어가 될수 있도록 연결하여 주는 것을 말한다.
④ 제어기법 : 각종 소프트제어(Software)를 이용하여 구성된 자동화 시스템을 사용자가 원하는 응답을 얻을 수 있도록 하여주는 제어알고리즘을 말하여, 여기에는 고전적인 기법인 PID 제어기법과 현대제어 기법인 최적제어(Optimal control), 적응제어(Adaptive control), 강인제어(Rubust control)등이 있다.
4. 자동화의 장점
① 공장의 생산속도를 증가함으로써 생산성을 향상효과가 있다.
② 제품 품질의 균일화와 개선을 통하여 인력조작 방법보다 불량품이 감소된다.
③ 인력조작을 위한 작업이 필요 없으며, 노동력이 줄어들어 인건비가 감소된다.
④ 생산 설비의 수명이 길어지고, 노동 조건을 향상시킬 수 있다.
5. 자동화의 단점
① 초기 시설투자비와 운영비가 필요하다.
② 인력조작시 보다 설계와 설치, 그리고 보수유지 등에 높은 기술수준이 필요하다.
③ 인력조작 시에는 범용성이 가능하여 단품 생산에 유리하나, 자동화가 되면 범용성을 잃고 전문성을 갖게 됨으로 생산 탄력성이 결여된다.
1.2 자동제어의 분류
1. 제어정보 표시 형태에 따른 분류
① 아날로그 제어계( Analog control system ) : 자동화 시스템과 제어기의 인터페이스 과정에서 연속적인 물리량으로 표시되는 신호를 아날로그 신호라 한다. 주로 전기 기기를 이용한 제어에서 많이 사용되며 제어대상인 플랜트에 입출력되는 모든 신호는 연속적인 신호인 아날로그 신호이다.
② 디지털 제어계(Digital control system) : 시스템 제어 시에 처리하기 어려운 아날로그 제어 신호를 시간과 정보의 크기 면에서 모두 불연속적으로 표현한 제어기법으로 제어기는 전자공학의 발달에 의하여 마이크로프로세서가 된다.
③ 2진 제어계 : 시스템 제어 시에 실제적으로 하나의 제어변수에 2가지의 가능한 값을 만드는 제어기법으로, 제어 신호의 유/무, ON/OFF, YES/NO, 1/0등과 같이 2진 신호를 이용하여 제어하는 시스템을 의미한다.
2. 신호처리 방식에 의한 분류
① 동기 제어계(synchronous control system) : 실시간 제어(Real-time control)를 의미하며, 실제의 시간과 제어시간을 동시에 하여 제어하는 기법을 말한다.
② 비동기 제어계(asynchronous control system) : 시퀀스 제어기법과 동일하게 시간에 관계없이 정해진 입력신호에 의하여 제어입력이 발생하는 것을 의미한다.
③ 논리 제어계(logic control system) : 제어 시스템이 제어하려는 입력조건에 만족하면, 이 때 동일한 제어 신호를 출력하는 제어 시스템을 말한다.
3. 제어량의 종류에 따라 분류
① 서보 기구(servo mechanism) : 제어시스템의 제어량인 위치나 각도를 제어하는 제어기법으로 실시간에 위치와 시간을 동시에 제어가 가능한 제어기법이다. 주로 공작기계, 선박의 조타, 자동 평형기록 등에 사용된다.
② 프로세서 제어(process control) : 제어시스템의 제어량인 온도, 압력, 습도 등을 제어하는 기법으로 이미 정해진 량에 의하여 제어됨으로 주로 화학공장, 제지공장과 같은 생산공정 관리에 널리 사용된다.
③ 자동조정(automatic regulation) : 제어시스템의 제어량인 전압, 전류, 회전속도, 토크(회전력)등의 기계적인 것으로서, 주로 수차, 증기 터빈 등 널리 사용된다.
4. 목표값이 시간적 성질에 따라 분류
① 정치 제어(constant value control) : 제어시스템의 목표값이 시간에 따라 변하지 않는 제어로서 이미 정해진 입력신호에 의하여 제어되는 기법으로, 주로 공정제어나 자동조정 등에 이용된다.
② 추치 제어(value control) : 제어시스템의 목표값이 시간적인 변화에 따라 변화하는 제어로서, 주로 서보기구 시스템이 이에 속한다. 그리고 다음과 같이 구분할 수 있다.
1) 추종 제어(follow up control) : 대공포의 포신제어, 자동 아날로그 선반 등
2) 프로그램 제어(program control) : 열 처리노의 온도제어, 무인 열차운전 등이 있다.
3) 비율 제어(proportional control) : 보일러의 자동 연소장치, 암모니아의 합성 프로세서제어 등이 있다.
6. 제어기의 구성에 따른 분류
① ON-OFF 제어 : 제어량이 설정값에서 어긋나면 조작부를 개폐하여 제어신호를 ON(기동) 또는 OFF(정지)하여 제어하는 방식으로 제어결과가 사이클링을 일으키므로 오프셋이 일어나며 빠른 응답속도를 요구하는 제어계에서는 사용할 수 없다.
② 비례제어(Proportional control) : 기준입력(설정값)과 제어대상(플랜트)의 피드백 량의 오차에 비례게인값을 곱하여 제어하는 방식으로 정상상태 오차를 수반할 수 있다.
③ 비례 적분제어(Proportional-Integral control) : 기준입력(설정값)과 제어대상(플랜트)의 피드백 량의 오차에 비례게인과 그 오차를 적분하여 적분게인를 곱한다. 그리고 그 두 값을 더하여 제어대상의 조작량으로 하는 제어하는 방식으로 정상상태의 특성을 개선할 수 있다.
④ 비례 미분 제어(Proportional-Differential control) : 기준입력(설정값)과 제어대상(플랜트)의 피드백 량의 오차에 비례게인과 그 오차를 미분하여 미분게인를 곱한다. 그리고 그 두 값을 더하여 제어대상의 조작량으로하는 제어하는 방식으로 응답 속응성을 개선할 수 있다.
⑤ 비례 적분 미분 제어(Proportional-Integral-Differential control) : 기준입력(설정값)과 제어대상(플랜트)의 피드백 량의 오차에 비례게인과 그 오차를 미분과 적분을 수행하여 미분게인과 적분게인을 곱한다. 그리고 그 값을 모두 더하여 제어대상의 조작량으로 하는 제어하는 방식으로 정상상태 특성과 응답 속응성을 개선할 수 있다.
1.3 순차제어(Sequence control)
1. 순차제어 시스템(Sequence control system) : 미리 정해놓은 순서에 따라 제어의 각 단계를 순차적으로 행하는 제어로서 개회로(open-loop) 시스템이라 한다. 이것은 제어명령이 스위치를 열거나 닫는 두 동작 가운데 한 동작을 내려지고 필요한 명령이 자동적으로 처리되는 것을 말한다.
2. 순차제어의 분류
① 정상적 제어(qualitative control) : 제어시스템에 따른 목표값이 변화하지 않는 제어 즉 2진 값에 의한 신호 (binary signal) 이며, 어떤 상태량에 따라 제어되는 상태제어라고 한다. 즉, 피드백 시스템과 같이 목표값과 제어량의 오차를 정정할 수 있는 부분을 갖지 않는 것이 특징이다.
② 정량적 제어(quantitative control) : 제어 시스템을 구성시에 크기와 양에 대하여 일정량을 제어하는 것으로 온도의 높고 낮음과 전기로 발열량의 많고 적음 등을 제어하는 것으로서, 오차를 자동적으로 정정할 수 있는 피드백 제어(feedback control) 이며, 이것은 시퀀스 제어가 아니라 폐회로 제어(closed loop control)이다.
③ 시퀀스 제어 명령어 처리기능에 따른 분류
1) 시한 제어 : 제어의 순서와 제어 시간이 기억되어 정해진 제어순서를 정해진 시간에 행하는 제어이다.
(예) 네온 싸인 점멸
2) 순서 제어 : 제어의 순서만이 기억되고 시간은 검출기에 의해 이루어지는 제어로서 리미트 스위치, 압력 스위치, 레벨 스위치 등이 검출기에 이용된다.
(예) 공작기계의 프로그램 제어
3) 조건 제어 : 검출한 결과를 종합하여 제어 명령을 결정하도록 한 제어이다.
(예) 엘리베이터 제어
④ 시퀀스 제어장치에 의한 분류
1) 와이어드 로직형(Wired logic type) : 어떤 논리를 만들기 위하여 배선을 사용하여 회로를 만드는 것으로 유접점 방식이라 할 수 있으며, 시퀀스 회로를 구성 시에 전자계전기, 릴레이, 푸쉬 버튼 스위치 등을 이용하여 배선으로서 제어기를 구성한다.
2) 프로그램형 (programmable type) : 시퀀스 제어에서 프로그램 제어는 일명 무접점 제어라 할 수 있으며, 릴레이, 타이머, 카운터 등이 내장된 PLC(programmable logic controller)를 이용한 제어이다. 유접점 회로의 배선작업과 비교하여 많은 배선 작업이 필요 없으며, 프로그램에 의하여 간단하게 제어로직을 변경할 수 있는 장점이 있다.
⑤ 에너지원에 따른 분류
: 시퀀스 제어를 구성 시에 에너지원은 유압, 공압과 전기식으로 크게 나눌 수 있다. 그러나 보통 자동화 기기를 구성 시에 제어대상(플랜트)부의 출력에는 유압이나 공기압을 사용하고, 제어부는 제어의 용이성과 응답 속도가 빠른 전기식으로 제어기를 많이 구성한다.
<표 1-1 유접점 방식과 무접점 방식의 비교>
|
항 목 |
유 접 점 방 식 |
무 접 점 방 식 |
|
동 작 의 빈 번 도 |
적은 경우에 사용한다 |
많은 경우에 사용한다. |
|
수 명 |
수명이 짧다 |
반영구적이다 |
|
동 작 속 도 |
늦으며 한계가 있다. (ms) |
빠르다 (μs) |
|
주 위 온 도 |
온도 특성이 양호하다. |
열에 약하며 보호대책이 필요하다 |
|
환 경 조 건 |
진동이나 충격에 약하다 |
나쁜 환경에 잘 견딘다 |
|
서 어 지 |
전기적 노이즈에 안정하다 |
약하며, 보호대책이 필요하다. |
|
소 비 전 력 |
많다 |
적다 |
|
작 동 확 인 상 태 |
용이하다 |
테스터에 의한 점검을 할수 있다. |
|
제 어 장 치 의 외 형 |
일반적으로 크다 |
작아진다 |
|
입 ․ 출 력 수 |
독립된 다수의 출력을 동시에 얻을수 있다 |
다수 입력, 소수 출력에 용이하다 |
|
가 격 |
소규모에서 염가이다 |
대규모에서 염가이다 |
|
전 원 |
별도 전원이 필요없다 |
별도 전원이 필요하다 |
<표 1-2 와이어드 로직형과 프로그램형의 비교>
|
항 목 |
와이어드 로직형 |
프로그램형 |
|
구 성 |
계전기 배선으로 조립 |
라드는 표준품(규격품) |
|
제 어 장 치 |
전용(시방대로) |
중 대규모 |
|
사 양 변 경 및 추가 |
어렵다 |
용이하다 |
|
제 작 일 수 |
길다 |
짧다 |
|
고 도 의 제 어 |
불가능하다 |
가능하다 |
|
보 수 성 |
어렵다 |
용이하다 |
|
신 뢰 성 |
설계제조에 관계된다 |
좋다 |
|
경 제 성 |
소규모에서 유리 |
중 대구모이다. |
3. 순차제어의 구성
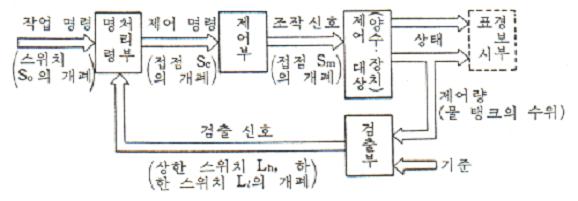
[그림 1.1] 순차제어(개회로 시스템)의 구성도
① 시퀀스 제어의 구성 및 장치
1) 조작부 : 누름버튼 스위치, 컨트롤 스위치 등 조작자가 조작시킬 수 있는 부분
2) 제어부 : 전자 계전기와 한시 계전기 등으로 구성된다.
3) 구동부 : 모터와 클러치 등 제어부의신호에 따라 실제의 일을 행하는 부분
4) 검출부 : 구동부가 행한 일이 정해진 조건을 만족하는가를 검출하는 부분
5) 표시부 : 표시램프와 계측기 등을 제어의 진행상태를 나타내는 부분
② 시퀀스 제어로 인한 효과적인 이점
1) 제품의 품질이 균일화되고 향상되며 불량품이 감소
2) 생산 속도증가 및 능률 향상
3) 생산 설비의 수명 연장
4) 노동 조건의 향상 및 인건비의 절감
5) 작업자의 위험방지 및 작업환경이 개선된다.
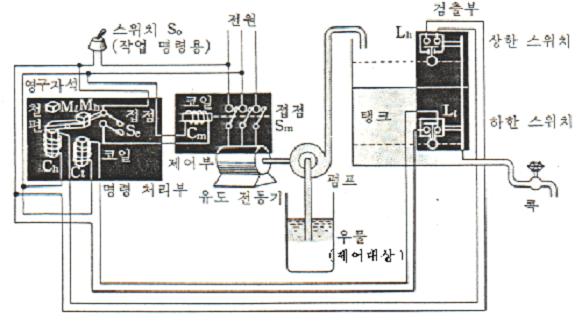
[그림 1.2] 순차제어(개회로 시스템)의 도식적인 구성예
4. 시퀀스제어 시스템의 구성요소
① 입력 요소( Input element )
: 시퀀스 제어를 구성할 때에 시스템의 입력요소는 제어의 입력신호를 결정하는 인자로서 다음과 같이 구분할 수 있다.
⑴ 푸쉬-버튼 스위치 (Push button switch) : 제어기를 작동하는 사람이 수동 조작으로 제어장치에 입력 신호로 제어명령을 주는 기구로서, 작업 명령 / 명령 처리 방법의 변경 등에 사용된다.
1) 복귀형 푸쉬-버튼 스위치 : 사람이 조작하고 있는 동안에만 회로가 닫혀있거나, 열려 있다가 조작을 중지하면 즉시 원래의 상태로 복귀하는 것으로서 다음과 같다.
[그림 1.3] 복귀형 푸쉬-버튼 스위치의 구조와 접점표시
2) 유지형 푸쉬-버튼 스위치 : 제어 명령자인 사람이 일단 수동 조작을 하면 그 신호가 한시적으로 유지하는 회로로서, 반대의 조작신호에 의하여 접점을 개폐하는 스위치이다. 그 종류로는 양쪽 푸시버튼 스위치, 셀렉터 스위치(선택 스위치), 나이프 스위치, 토글 스위치 등이 있다.
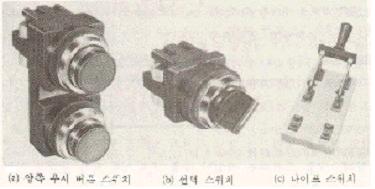
[그림 1.4] 유지형 푸쉬-버튼 스위치의 구조와 접점표시
3) 푸쉬-버튼 스위치의 접점상태
|
접점의 종류 |
접점의 상태 |
구조 |
|
a접점 (열려 있는 접점) |
메이크 접점(make contact) 상시 개패 접점(NO접점, normally open contact) |
|
|
b접점 (닫혀 있는 접점) |
브레이크 접점(break contact) 상시 폐쇄 접점(NC접점, normally close contact) |
|
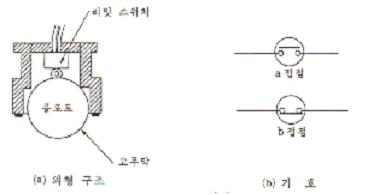
⑵ 검출 스위치 : 제어시스템에서 플랜트인 제어 대상의 상태 또는 변화를 검출하기 위한 스위치로서 위치, 액면, 압력, 온도, 전압 등의 제어량을 검출하는 역할로 리밋 스위치, 플로트 스위치, 압력 스위치 등이 있다.
1) 리밋 스위치(Limit switch) : 제어대상인 플랜트에 작동기의 움직임을 검출하는 스위치로서 유/공압 실린더의 위치를 검출하는데 사용한다.
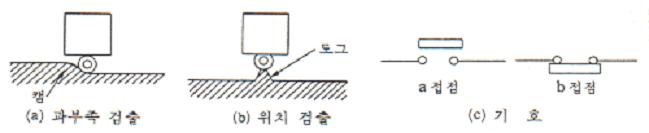
[그림 1.5] 리밋 스위치의 원리와 기호
2) 플로트 스위치(Float switch) : 유체의 액면을 검출하는 스위치이다.
[그림 1.6] 플로트 스위치의 원리와 기호
⑶ 전자 계전기(electromagnetic relay) : 코일에 전자력이 작용하면 접점을 개폐시키는 스위치로서 2차적인 제어신호를 발생하는 기능을 하는 장치로서 릴레이와 같은 기능을 가지고 있다.
1) 전자 계전기의 원리 및 기호
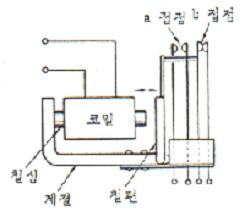
[그림 1.7] 전자 계전기의 내부 구조와 기호도
: 코일에 전류를 흘리면 철심은 전자석이 되어 쇠붙이를 끌어당기게 되는 힘을 전자력이라고 한다. 여기에서는 그림에서와 같이 코일에 전류가 흐름으로서 전자력이 발생하여 아마츄어 플레이트를 잡아당겨서 접점의 상태를 바꾸어 주는 역할을 한다.
2) 전자 계전기의 종류
① 보조 계전기(릴레이) : 전자계전기와 동일하게 작동하며 용량이 작고 많은 접점을 이용한 계전기이다.
② 한시 계전기(타이머 릴레이) : 보조 계전기에 타이머를 장착하여 시간 지연회로가 첨부된 계전기이다.
③ 전자 접촉기(MC) : 교류모터의 제어와 같이 용량이 큰 전력회로의 제어용 접점을 이용한 계전기이다.
④ 전자 개폐기(MS) : 전자 접촉기에 열동 계전기를 첨부한 계전기이다.
3) 전자 계전기의 기능 : 1차적으로 코일에 신호를 보내서 접접을 개폐하는 형식으로 작동함으로 증폭기능, 변환기능, 전달기능, 연산기능, 조정 및 경보기능, 여러 가지 회로를 동시에 제어하는 기능을 들 수 있다.
*) 여자는 코일에 전류가 흐름으로서 a접점은 ON되고 b접점은 OFF되는 것을 의미한다.
소자는 코일에 전류의 차단으로 다시 원상태인 a접점은 OFF되고, b접점은 ON되는 상태를 말한다.
4) 전자 계전기의 작용
① 코일의 여자에 요하는 전압과 전류의 값보다 매우 큰 값의 회로를 개폐하는 증폭능력이 있다.
② 코일에 주는 하나의 신호로서 접점의 여러 개의 신호로서 회로를 동시에 개폐할 수 있는 기능이 있다.
③ a접점 밖에 없는 스위치를 코일에 신호를 보냄으로써 b접점을 가진 스위치로 변환하는 기능을 한다.
④ 논리로직을 적용하여 여러 개의 릴레이를 조합하면 판단기능을 가진 회로를 만들 수 있다.
5) 릴레이(relay) : 소형 전자계전기로서 코일에 신호에 의한 접점의 작동에서 용량이 작고 많은 접점을 이용할 때 사용하는 계전기로서 보통 보조 계전기(auxiliary relay) 라고도 한다.
① 릴레이의 구조
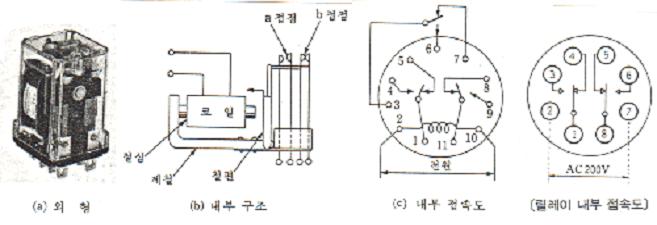
[그림 1.8] 릴레이의 내부 구조와 기호도
6) 전자 접촉기 : 전자 코일에 전류가 보내 고정 철심이 전자석으로 되어 가동 철심을 흡인하여 가동 철심에 부착된 주 접점과 보조 접점을 NC접점으로 하고, 전자코일에 전류가 흐르지 않으면 NC접점으로 한다.
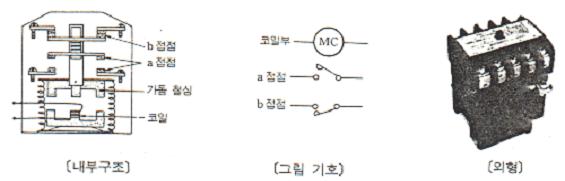
[그림 1.9] 전자 접촉기의 내부 구조와 기호도
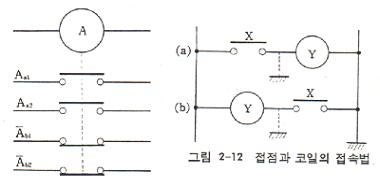
① 주 접점 : 큰 전류가 흘러도 안전한 대 전류 용량의 접점으로 주 회로를 구성한다.
② 보조 접점 : 작은 전류 용량의 접점으로 주 회로의 개폐조작에 필요한 것으로서 조작회로나 보조회로를 구성하는데 사용한다.
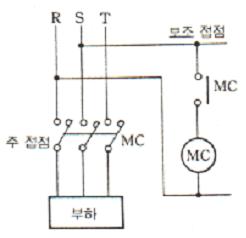
[그림 1.10] 주 접점과 보조 접점으로 구성된 회로도
4. 순서도(flow chart) : 시퀀스 제어에서 순차적으로 제어로직을 설계하는 것은 매우 중요하다. 즉, 정해진 순서에 논리순서를 결정하여 작업 순서를 나타낸 일종의 유선을 순서도라 할 수 있다.
<표 1-3 순서도에 쓰이는 기호도>
|
기 호 |
명 칭 |
설 명 |
|
|
결합자 (connector) |
프롤 차트 다른 부분으로부터의 입구 또는 다른 부분의 출구를 나타낸다. |
|
|
단 자 (terminal interrupt) |
플로 차트의 단자를 표시하며 개시, 종료, 정지, 중단 등을 나타 낸다. |
|
|
처 리 (process) |
모든 종류의 작동 조작등 처리기능을 나타낸다. |
|
|
판 단 (decision) |
몇 개의 경로에서 어느 것을 선택하는가의 판단 또는 YES, NO 중의 선택 등을 나타낸다. |
|
|
준 비 (preparation) |
프로그램 자체를 바꾸는 등의 명령 또는 변경을 나타낸다. |
|
|
병 합 (merge) |
두 개 이상의 접합을 하나의 접합으로 결합하는 것을 나타낸다. |
|
|
추 출 (extract) |
하나의 접합중에서 한 개 이상의 특정 접합을 빼내는 것을 나타낸다. |
|
|
입․출력 (input/output) |
입․출력 기능이 0이나 1이냐를 나타낸다. 즉, 정보의 처리를 가능하게 한다. |
5. 시퀀스제어의 기초회로도
① AND gate 회로도 ( ![]() )
)
: 두 개의 접점 A, B 가 모두 동작해야 출력되는 회로를 말한다.
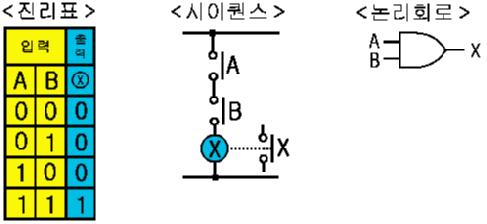
[그림 1.11] AND 논리를 이용한 회로도
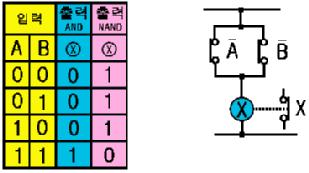
② OR gate 회로도 ( ![]() )
)
: 두 개의 접점 중에 하나만 동작해도 출력되는 회로를 말한다.
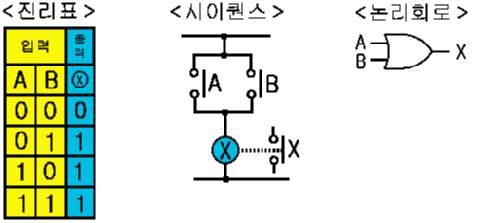
[그림 1.12] OR 논리를 이용한 회로도
③ NAND gate 회로도
: AND gate 에 NOT를 취한 것으로 AND의 부정으로 사용되는 기본 논리회로이다.

[그림 1.13] NAND 논리를 이용한 회로의 기호도
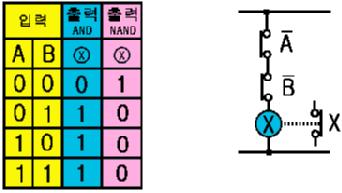
[그림 1.14] NAND 논리를 이용한 회로도와 진리표
④ N0R gate 회로도
: OR gate에 NOT를 취한 것으로 OR의 부정으로 표현되는 기본회로도이다.

[그림 1.15] NOR 논리를 이용한 회로의 기호도
⑤ 자기 유지 회로 (self hold circuit) : 계전기 자신의 접점에 의하여 동작 회로를 구성하고 스스로 작을 유지하는 회로이며 복귀 신호를 주어야 비로소 복귀하는 회로를 자기유지회로( self hold circuit)라고 말한다.
(a) 정지 우선 회로 (b) 가동 우선 회로
[그림 1.16] 자기유지 회로의 구성도
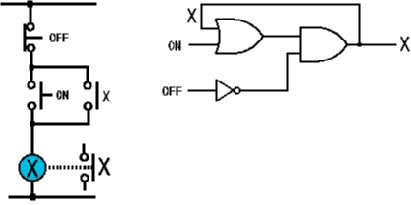
② 금지 회로(inhibit circuit) : 순서회로의 또 다른 입력신호에 대한 접점을 인버터(Not)회로로 구성하여, 구성된 입력신호에 의하여 금지기능을 가져서 출력을 나타나지 않게 구성된 회로를 말한다.
(a) 릴레이 금지 회로 (b) 논리 금지 회로 (c) 타임 차트
[그림 1.17] 금지 회로의 구조
③ 배타적인 OR 회로 (exclusive OR) : 회로로직을 설계 시에 논리로직인 배타적인 OR 게이트의 논리인 두 입력신호가 서로다른 상태여서 출력을 나타내는 것을 회로로 구성한 것으로 주로 전자계전기에 많이 이용된다.
[그림 1.18] 배타적인 OR 회로의 구성도
④ 일치 회로 : 회로로직 설계에서 논리로직 중에 배타적인 NOR 게이트를 이용하여 구성한 것으로 두 입력의 상태가 같을 때에 출력을 나타내는 것으로 신호 비트가 항상 일치해야 결과를 나타내는 회로를 말한다.
(a) 릴레이 회로 (b) 논리 회로
[그림 1.19] 일치 회로의 구성도
⑤ 인터록 회로(inter lock circuit) : 회로로직에서 서로의 신호의 NC접점을 상대방의 결선에 연결함으로서 하나가 작동되면 다른 하나는 작동되지 않게 인터록을 설치하는 회로로서, 전기 기기의 보호와 운전자의 안전을 위하여 구성된 회로이다.
(a) 릴레이 인터록 회로 (b) 논리 인터록 회로
(c) 타임 차트
[그림 1.20] 인터록 회로의 논리회로와 타임차트
⑥ 타이머 계전기(timer relay) : 회로 내에 Timer Relay을 사용함으로써 입력 신호를 보낸 후에 일정한 시간만큼 지연되어 출력 신호 값이 변화하도록 하는 시간차가 있는 회로를 말한다.
1) 동작지연 타이머 (0n delay timer) : 회로내의 동작지연 타이머 릴레이를 넣어서, 이 회로가 동작 시에 지연 타이머의 출력접점을 한시동작순시복귀동작으로 작동시켜서 출력을 지연시간이 두고 작동하게 하는 회로로서 복귀 시에는 신호와 동시에 복귀한다.
2) 복귀 지연 타이머(off delay timer) : 회로 내에 복귀지연 타이머 릴레이를 사용하여 회로동작 시에 출력이 입력과 동시에 작동하고 복귀 시에 시간 지연이 있는 순시동작한시복귀회로를 말한다.
[그림 1.21] 동작지연과 복귀지연 회로도
1.4 폐회로 제어계(Closed-loop control system) : 피드백 제어 시스템(Feedback control system)
1. 폐회로 제어 시스템(Closed-loop control system) : 출력신호를 입력신호로 피드백하여 출력값을 비교한 후에 출력값이 목표값에 이르도록 제어하는 것으로서 피드백제어 시스템(Feedback control system)이라 한다.
[그림 1.22] 폐회로 시스템의 구성도
(1) 목표값 : 플랜트의 제어대상에 따라 위치, 각도, 온도 등 여러 가지가 될 수 있으나, 제어 시스템에서 원하는 입력 치로서 설정값이다.
(2) 기준입력요소 : 목표값에 비례하는 기준입력신호를 발생하는 요소로 설정부이다.
(3) 기준입력 : 제어계를 동작시키는 기준신호로서 목표값에 비례하는 전압, 전류, 길이, 높이로서 나타낸다.
(4) 동작신호 : 기준입력과 주피드백량의 차이로서 제어계의 동작을 일으키는 원인이 되는 신호로서 오차를 의미한다.
(5) 주 피드백 신호 : 제어대상(플랜트)의 움직임을 검출부를 통하여 검출한 량을 신호로 나타내는 것을 말하며, 제어량을 목표값과 비교하여 동작신호를 얻기 위해 피드백하는 신호이다.
(6) 조절부 : 기준입력과 검출부 출력과의 합이 되는 신호를 받아서 제어계가 정해진 작용을 하는데 필요한 신호를 만들어 조작부에 보내는 부분으로 제어기의 중심부분으로서 제어대상 플랜트가 원하는 동작을 할 수 있도록 증폭기, PID조절기, 레버 등으로 조절하는 부분이다.
(7) 조작부 : 조절부로부터 받은 신호를 조작량으로 바꾸어 제어대상(플랜트)에 보내주는 역할을 한다.
(8) 조작량 : 제어요소가 제어대상에 주는 량을 말한다.
(9) 제어요소 : 동작신호를 조작량으로 변화하는 요소이며 조절부와 조작부로 되어 있다.
(10) 제어대상 : 제어량을 발생시키는 장치로서 제어계에서 직접 제어를 받는 장치로서 자동화 기계를 형성할 때에 플랜트이다.
(11) 비교부 : 기준입력과 피이드백량과의 차이를 구하는 부분으로 서로 비교하여 제어동작을 일으키는데 필요한 정보를 만들어 내는 부분이다.
(12) 설정부 : 목표값과 제어가 내부로 전달되는 동작신호의 크기가 일치하도록 개인으로서 조절하는 곳이다.
(13) 검출부 : 제어대상 플랜트의 실제적인 움직임을 변환기를 이용하여 직접 검출하는 부분이다.
(14) 외란 : 기준입력이외의 제어량을 변화시키는 모든 오적 변수값을 말한다.
2. 개회로와 폐회로의 장․단점
① 개회로 시스템
1) 장점 : 간단하고 저가이다.
2) 단점 : 외란에 대해 정확한 제어가 불가능하고 정확성면에서 떨어진다.
② 폐회로 시스템
1) 장점
① 외란에 대해 정확한 제어가 가능하다.
② 균일한 제품 생산으로 생산품질 향상
③ 생산속도 증대로 생산량 증가
④ 에너지 절약과 인건비 절감
2) 단점
① 제작이 복잡하다.
② 고가이다.
③ 고도의 기술이 필요하다.
'공부 > 기계공학' 카테고리의 다른 글
| sten2 (0) | 2010.06.16 |
|---|---|
| I H C ㄷ 형강 (0) | 2010.06.16 |
| [스크랩] 펌프의 분류 (0) | 2010.03.29 |
| [스크랩] 보온재의 종류 (0) | 2010.03.29 |
| 방청페인트의 종류 (0) | 2010.03.25 |